Yarn Production Process of Artificial Grass Manufacturing
The process to produce the fibre that is used in artificial grass is called extrusion. In very simple terms raw polymer pellets, colour and UV additives are mixed together, then transformed into either a tape or individual fibres. These are then twisted and wound onto spools that are then sent to the next stage of the artificial grass manufacturing process.
Material
What is grass made out of? At first, artificial grass was made from nylon (PA), then polypropylene (PP), and now mainly polyethylene (PE).
The most common polymer used is a grade known as C4, but more advanced artificial grass manufacturers use C8, a purer and stronger material. This is more expensive but helps to produce longer lasting yarns.
Fibrillated or monofilament
Whilst using the same raw materials, after the melting and mixing part, two different but similar production routes are followed. Fibrillated yarn is created as a tape, which has a perforation pattern added, that allows fibres to open up on tufting, to create the grass-like appearance. Below we focus on monofilament yarn.
Fibrillated or monofilament
Whilst using the same raw materials, after the melting and mixing part, two different but similar production routes are followed. Fibrillated yarn is created as a tape, which has a perforation pattern added, that allows fibres to open up on tufting, to create the grass-like appearance. Below we focus on monofilament yarn.
Shape
With monofilament yarn it is possible to create different shapes. This allows for creativity in design, with some shapes, such as diamond, proving more resilient and stronger than flatter yarns. Our star product Egy Turf, whose grass yarn is diamond-shaped and uses advanced C8, is the most durable product in the market.
The still pliant, hot, mixed material is squeezed, a little like toothpaste, through a specially created dye, into individual fibres. These are then stretched and cooled, before groups are combined together, which eventually become the tufts, in the finished turf.
Shape
With monofilament yarn it is possible to create different shapes. This allows for creativity in design, with some shapes, such as diamond, proving more resilient and stronger than flatter yarns. Our star product Egy Turf, whose grass yarn is diamond-shaped and uses advanced C8, is the most durable product in the market.
The still pliant, hot, mixed material is squeezed, a little like toothpaste, through a specially created dye, into individual fibres. These are then stretched and cooled, before groups are combined together, which eventually become the tufts, in the finished turf.
Color
Right at the beginning of the extrusion process, the master colour batch is added. This is the point where different coloured yarns can be created. Normally, a master batch will produce a specific volume of colour, enough to make several fields. However, matching the same specific green master batch to another of the same colour does not always create a perfect match.
It is possible to combine different shades of green in one tuft, to create a more natural grass appearance, with emerald, olive, lime and forest being the most common shades.
For sports like padel, tennis, we have different coloured grass to favor the contrast of the ball in different environments. You can find them in classic green, diamond blue and so on.
Weight
Yarn weight is called Dtex and varies according to the individual yarn shapes produced. Generally, for sport, the Dtex will be 12,000, but can increase up to 17,000. Heavier than this weight means increasing the thickness and width of the individual fibres, but that can be too large for the next stage in production – tufting.
Keeping consistency in yarn weight is essential for the end product to match test results and product specifications.
Textures yarn
When yarn is produced for curly grass , a curl is added during the extrusion process. A lighter yarn is used, normally around 8,000 Dtex, twisted then heat set to create a permanent crinkle.
The curl can be added in an “in line” process, or, more commonly, a second stage is required, where the yarn is texturised on a different machine. Both ways produce consistent curls, the extent of which can be controlled during the process. “In line” is faster and more cost effective.
Color
Right at the beginning of the extrusion process, the master colour batch is added. This is the point where different coloured yarns can be created. Normally, a master batch will produce a specific volume of colour, enough to make several fields. However, matching the same specific green master batch to another of the same colour does not always create a perfect match.
It is possible to combine different shades of green in one tuft, to create a more natural grass appearance, with emerald, olive, lime and forest being the most common shades.
For sports like padel, tennis, we have different coloured grass to favor the contrast of the ball in different environments. You can find them in classic green, diamond blue and so on.
Weight
Yarn weight is called Dtex and varies according to the individual yarn shapes produced. Generally, for sport, the Dtex will be 12,000, but can increase up to 17,000. Heavier than this weight means increasing the thickness and width of the individual fibres, but that can be too large for the next stage in production – tufting.
Keeping consistency in yarn weight is essential for the end product to match test results and product specifications.
Textures yarn
When yarn is produced for curly grass , a curl is added during the extrusion process. A lighter yarn is used, normally around 8,000 Dtex, twisted then heat set to create a permanent crinkle.
The curl can be added in an “in line” process, or, more commonly, a second stage is required, where the yarn is texturised on a different machine. Both ways produce consistent curls, the extent of which can be controlled during the process. “In line” is faster and more cost effective.
Equipment
The tufting machine has since been upgraded, computerised and given more speed, enabling faster, more efficient and accurate turf to be produced.
Behind each tufter is a creel, which holds the spools of yarn produced during extrusion. The layout and techniques used in loading a creel, assist in production efficiency.
Immediately at the rear of the tufter is the backing cloth roll holder. This feeds a single sheet of backing into the tufting machine. Many companies will have two feeders, enabling different backing cloths to be combined, to assist with eventual tuft lock and carpet stability.
Two of the elements in the tufting equipment where accuracy and quality are essential are the needles that the yarn is threaded to, and the sharpness of the knives, beneath, that cut the fibre to the correct length.
Different tufting machines are used to make long or short pile turf. This is governed by the gauge, or the distance between each needle. For hockey, a 3/16 inch gauge would be used, whereas for longer pile football turf, a 3/4 or 5/8 inch gauge is used.
The wider the gauge the faster the tufting machine runs. Machines are also set to produce between a range of fibre heights, with the lowest pile heights starting at 9mm up to the wider gauge tufting machines that can reach 70mm.
The final part of the tufting set-up is the repair and check area before the tufted turf is transported onto stage 3 of the process, the backing line.
Equipment
The tufting machine has since been upgraded, computerised and given more speed, enabling faster, more efficient and accurate turf to be produced.
Behind each tufter is a creel, which holds the spools of yarn produced during extrusion. The layout and techniques used in loading a creel, assist in production efficiency.
Immediately at the rear of the tufter is the backing cloth roll holder. This feeds a single sheet of backing into the tufting machine. Many companies will have two feeders, enabling different backing cloths to be combined, to assist with eventual tuft lock and carpet stability.
Two of the elements in the tufting equipment where accuracy and quality are essential are the needles that the yarn is threaded to, and the sharpness of the knives, beneath, that cut the fibre to the correct length.
Different tufting machines are used to make long or short pile turf. This is governed by the gauge, or the distance between each needle. For hockey, a 3/16 inch gauge would be used, whereas for longer pile football turf, a 3/4 or 5/8 inch gauge is used.
The wider the gauge the faster the tufting machine runs. Machines are also set to produce between a range of fibre heights, with the lowest pile heights starting at 9mm up to the wider gauge tufting machines that can reach 70mm.
The final part of the tufting set-up is the repair and check area before the tufted turf is transported onto stage 3 of the process, the backing line.
The tufted turf is fed through, ready for transport to the backing area.
Process
Yarn is pulled from the creel, through tubes and fed into needles. These are numbered for accuracy and checking. The needles punch the yarn through the backing cloth that is slowly pulled through the tufting area. At the right length, knives cut the loop, to create the tufts and the roll moves on, at the desired speed, to set the right number of tufts per linear metre.
If a yarn breaks, the machine stops and the yarn is fixed. The repair is completed through the reverse of the turf, in the checking area, and the front is trimmed to match the length required.
The tufted turf is fed through, ready for transport to the backing area.
Process
Yarn is pulled from the creel, through tubes and fed into needles. These are numbered for accuracy and checking. The needles punch the yarn through the backing cloth that is slowly pulled through the tufting area. At the right length, knives cut the loop, to create the tufts and the roll moves on, at the desired speed, to set the right number of tufts per linear metre.
If a yarn breaks, the machine stops and the yarn is fixed. The repair is completed through the reverse of the turf, in the checking area, and the front is trimmed to match the length required.
Turf Production Process – Backing of Artificial Grass Manufacturing
This process ensures that the fibres are secured to create the finished synthetic turf, thereby completing the artificial grass manufacturing process.
Types of secondary backing
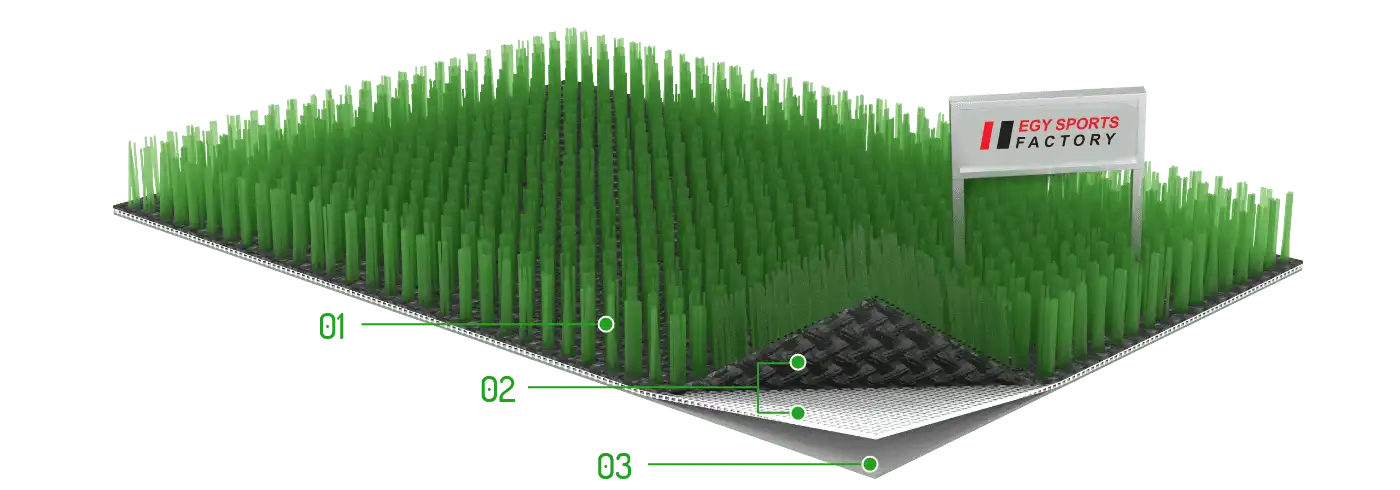
The synthetic grass fibres have already been tufted into a primary backing cloth or cloths, which are loosely holding the fibres in place. The tufted rolls are transported to the backing line ready for the next stage in the process. There are two types of secondary backing that are now applied: latex or polyurethane (PU).
Turf Production Process – Backing of Artificial Grass Manufacturing
This process ensures that the fibres are secured to create the finished synthetic turf, thereby completing the artificial grass manufacturing process.
Types of secondary backing
The synthetic grass fibres have already been tufted into a primary backing cloth or cloths, which are loosely holding the fibres in place. The tufted rolls are transported to the backing line ready for the next stage in the process. There are two types of secondary backing that are now applied: latex or polyurethane (PU).
Equipment
A modern backing line consists of different components each playing a key role in the artificial grass manufacturing. Most backing lines are at least 30m in length and some extend over twice this length. This depends on the sizes of the ovens used to dry the back of the turf. These ovens are controlled for heat, as a mistake in the temperature can mean the backing does not dry correctly or could mean over-cooking.
Essential to any backing line is an area where final quality checks can take place.
Equipment
A modern backing line consists of different components each playing a key role in the artificial grass manufacturing. Most backing lines are at least 30m in length and some extend over twice this length. This depends on the sizes of the ovens used to dry the back of the turf. These ovens are controlled for heat, as a mistake in the temperature can mean the backing does not dry correctly or could mean over-cooking.
Essential to any backing line is an area where final quality checks can take place.
Drainage
As the, now backed, turf leaves the ovens it passes into an area where drainage holes are punched through the turf, at an equal distance, to ensure future, rapid drainage. From here the turf is suspended into collecting bins, ready for final inspection.
Drainage
As the, now backed, turf leaves the ovens it passes into an area where drainage holes are punched through the turf, at an equal distance, to ensure future, rapid drainage. From here the turf is suspended into collecting bins, ready for final inspection.
Final checks
Throughout the process there are quality checks. These include checking the consistency, application and weight of the latex or PU material that is used, monitoring the temperature of the ovens, checking the backing has dried and drainage holes are correctly applied. Final checks are essential to the finished quality and involve visual inspection and specific product tests.
Each roll is monitored as it comes through an inspection area, immediately before it is rolled up and wrapped for delivery. Here checks are made on the strength of the tuft lock, the length of the fibre, density of stitches and other quality control measurements. These are recorded in the event of a future issue.
Under artificial light it is not always possible to pick up flaws in the turf, although the inspection area is as well-lit as possible. Occasionally spot checks will include taking a complete roll outside, unrolling under natural light, and checking for product consistency, colour differences and line straightness.
Having confirmed the quality of the produced turf, the artificial grass manufacturing side is complete.
Next, we will look at the importance of the roll-up unit, preparation for delivery and final dispatch.
After Production – Wrapping, Packing, Shipping and Unloading
Having made great synthetic turf, it is important it arrives at its final destination in perfect condition.
Once turf is backed and checked it is rolled up tightly, ready for dispatch. This may sound simple, but if not performed correctly can lead to a variety of problems on site. These range from rolls becoming loose during transport, and subsequently very hard to unroll, or creases forming within the turf. To prevent issues, the roll-up unit pulls the turf tight as it is fed through, before it is cut to the required length.
The rolls are wrapped in plastic covering, secured at each end, to prevent water seeping in when on site. Each roll is numbered and will correspond with a location on the layout plan.
Rolls are placed into the transport container, by long booms on heavyweight forklift trucks, either onto the floor or on top of other rolls. Large rolls may be stacked 3 high, whereas smaller rolls (less weight) can have more in a stack. To prevent damage the container floor and sides are lined with strong cardboard.
Ideally rolls are transported from factory to site, without double handling at any point. The appointed shipping agent will handle dispatch to the destination port, where a local shipping agent will arrange for duties and port costs to be paid by the synthetic turf purchaser, before shipping to site.
To unload the rolls from the container a forklift with a long boom is needed. The boom is inserted through the central tube, to the far end, and then the roll is lifted out of the container. Rolls further back in the container are pulled forward, until the boom can lift them cleanly from the container.
Incorrect equipment (short boom), or poor unloading techniques (boom not in far enough) can cause the inner tube to break. This in turn can “pinch” the turf, creating small creases. Care should also be taken to ensure that each roll’s identity sheet is still attached. This helps with ensuring rolls are placed into their correct position, before unrolling.
EgySports, a top tier artificial grass manufacturer, is dedicated to providing the best artificial turf for both sports and landscape purposes. To learn more about artificial grass, please check out the official Egy Sports website. If you have any further questions about artificial grass manufacturing, please feel free to call +201096165656 or email: info@egysportsfactory.com
Final checks
Throughout the process there are quality checks. These include checking the consistency, application and weight of the latex or PU material that is used, monitoring the temperature of the ovens, checking the backing has dried and drainage holes are correctly applied. Final checks are essential to the finished quality and involve visual inspection and specific product tests.
Each roll is monitored as it comes through an inspection area, immediately before it is rolled up and wrapped for delivery. Here checks are made on the strength of the tuft lock, the length of the fibre, density of stitches and other quality control measurements. These are recorded in the event of a future issue.
Under artificial light it is not always possible to pick up flaws in the turf, although the inspection area is as well-lit as possible. Occasionally spot checks will include taking a complete roll outside, unrolling under natural light, and checking for product consistency, colour differences and line straightness.
Having confirmed the quality of the produced turf, the artificial grass manufacturing side is complete.
Next, we will look at the importance of the roll-up unit, preparation for delivery and final dispatch.
After Production – Wrapping, Packing, Shipping and Unloading
Having made great synthetic turf, it is important it arrives at its final destination in perfect condition.
Once turf is backed and checked it is rolled up tightly, ready for dispatch. This may sound simple, but if not performed correctly can lead to a variety of problems on site. These range from rolls becoming loose during transport, and subsequently very hard to unroll, or creases forming within the turf. To prevent issues, the roll-up unit pulls the turf tight as it is fed through, before it is cut to the required length.
The rolls are wrapped in plastic covering, secured at each end, to prevent water seeping in when on site. Each roll is numbered and will correspond with a location on the layout plan.
Rolls are placed into the transport container, by long booms on heavyweight forklift trucks, either onto the floor or on top of other rolls. Large rolls may be stacked 3 high, whereas smaller rolls (less weight) can have more in a stack. To prevent damage the container floor and sides are lined with strong cardboard.
Ideally rolls are transported from factory to site, without double handling at any point. The appointed shipping agent will handle dispatch to the destination port, where a local shipping agent will arrange for duties and port costs to be paid by the synthetic turf purchaser, before shipping to site.
To unload the rolls from the container a forklift with a long boom is needed. The boom is inserted through the central tube, to the far end, and then the roll is lifted out of the container. Rolls further back in the container are pulled forward, until the boom can lift them cleanly from the container.
Incorrect equipment (short boom), or poor unloading techniques (boom not in far enough) can cause the inner tube to break. This in turn can “pinch” the turf, creating small creases. Care should also be taken to ensure that each roll’s identity sheet is still attached. This helps with ensuring rolls are placed into their correct position, before unrolling.
EgySports, a top tier artificial grass manufacturer, is dedicated to providing the best artificial turf for both sports and landscape purposes. To learn more about artificial grass, please check out the official Egy Sports website. If you have any further questions about artificial grass manufacturing, please feel free to call +201096165656 or email: info@egysportsfactory.com
Certified sports materials








Newsletter
[mc4wp_form id=9020]
- © Copyright 2023 by EGY Sports Factory